



China OEM custom na spheroidal graphite cast iron na bahagi ng mga produkto ng shell mold casting na mayCNC machining, paggamot sa init at paggamot sa ibabaw.
Mga Mechanical Properties ng Ductile (Nodular) Cast Iron | ||||||||
| Item ayon sa DIN EN 1563 | Sukat ng Yunit | EN-GJS-350-22-LT | EN-GJS-400-18-LT | EN-GJS-400-18 | EN-GJS-500-7 | EN-GJS-600-3 | EN-GJS-700-2 | EN-GJS-800-2 |
| EN-JS 1015 | EN-JS 1025 | EN-JS 1020 | EN-JS 1050 | EN-JS 1060 | EN-JS 1070 | EN-JS 1080 | ||
| Lakas ng makunat | Rm min.MPA | 350 | 400 | 400 | 500 | 600 | 700 | 800 |
| 2% Lakas ng Yield | Rp0.2 min.MPA | 220 | 240 | 250 | 320 | 370 | 420 2) | 480 2) |
| Pagpahaba | Isang % | 22,0 | 18,0 | 18,0 | 7,0 | 3,0 | 2,0 | 2,0 |
| Katigasan | HB | 110-150 | 120-160 | 140-190 | 170-220 | 200-250 | 230-280 | 250-330 |
| Mga istruktura | higit sa lahat ferritic | higit sa lahat ferritic | higit sa lahat ferritic | ferritic + pearlite | ferritic + pearlite | higit sa lahat perlite | lahat ng perlite | |
| Shear Stress | σaB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Pamamaluktot | TtB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Mga module ng pagkalastiko | E GPa | 170 | 170 | 170 | 175 | 175 | 175 | 175 |
| Numero ng Poisson | v – | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 |
| Lakas ng Compressive | σdB MPa | – | 700 | 700 | 800 | 870 | 1000 | 1150 |
| Katigasan ng bali | Klc MPa ·√m | 31 | 30 | 30 | 25 | 20 | 15 | 14 |
| Densidad | g/cm3 | 7,1 | 7,1 | 7,1 | 7,1 | 7,2 | 7,2 | 7,2 |

Paghahagis ng shell moldingAng proseso ay tinatawag ding pre-coated resin sand casting process, hot shell molding castings o core casting process. Ang pangunahing materyal sa paghubog ay ang pre-coated na phenolic resin sand, na mas mahal kaysa sa green sand at furan resin sand. Bukod dito, ang buhangin na ito ay hindi maaaring i-recycle gamit.
Ang Furan resin na self-hardening sand casting process (nobake process) ay gumagamit ng furan resin coated sand upang mabuo ang casting mold. Pagkatapos paghaluin ang orihinal na buhangin (o na-reclaim na buhangin), likidong furan resin at likidong katalista nang pantay-pantay, at punan ang mga ito sa core box (o sand box), at pagkatapos ay higpitan ito upang tumigas sa isang amag o amag sa core box (o buhangin). kahon) sa temperatura ng silid. Pagkatapos ay nabuo ang casting mold o casting core, na tinatawag na self-hardening cold-core box molding (core), o self-hardening method (core).
Dahil ang amag ay nabuo sa temperatura ng silid at hindi na kailangang magpainit, ang self-hardening sand casting ay tinatawag ding no-bake casting process. Ang paraan ng self-hardening ay maaaring nahahati sa acid-catalyzed furan resin at phenolic resin sand self-hardening method, urethane resin sand self-hardening method at phenolic monoester self-hardening method.
Bilang isang self-hardening cold box binder sand, ang furan resin sand ay ang pinakauna at kasalukuyang pinakamalawak na ginagamit na synthetic binder sand sa Chinese foundry. Ang dami ng dagta na idinagdag sa paghubog ng buhangin ay karaniwang 0.7% hanggang 1.0%, at ang dami ng idinagdag na dagta sa core sand ay karaniwang 0.9% hanggang 1.1%. Ang nilalaman ng libreng aldehyde sa furan resin ay mas mababa sa 0.3%, at ang ilang mga pabrika ay bumaba sa ibaba ng 0.1%. Sa mga pandayan sa China, ang furan resin na nagpapatigas sa sarili na buhangin ay umabot sa internasyonal na antas anuman ang proseso ng produksyon at ang kalidad ng ibabaw ng mga casting.
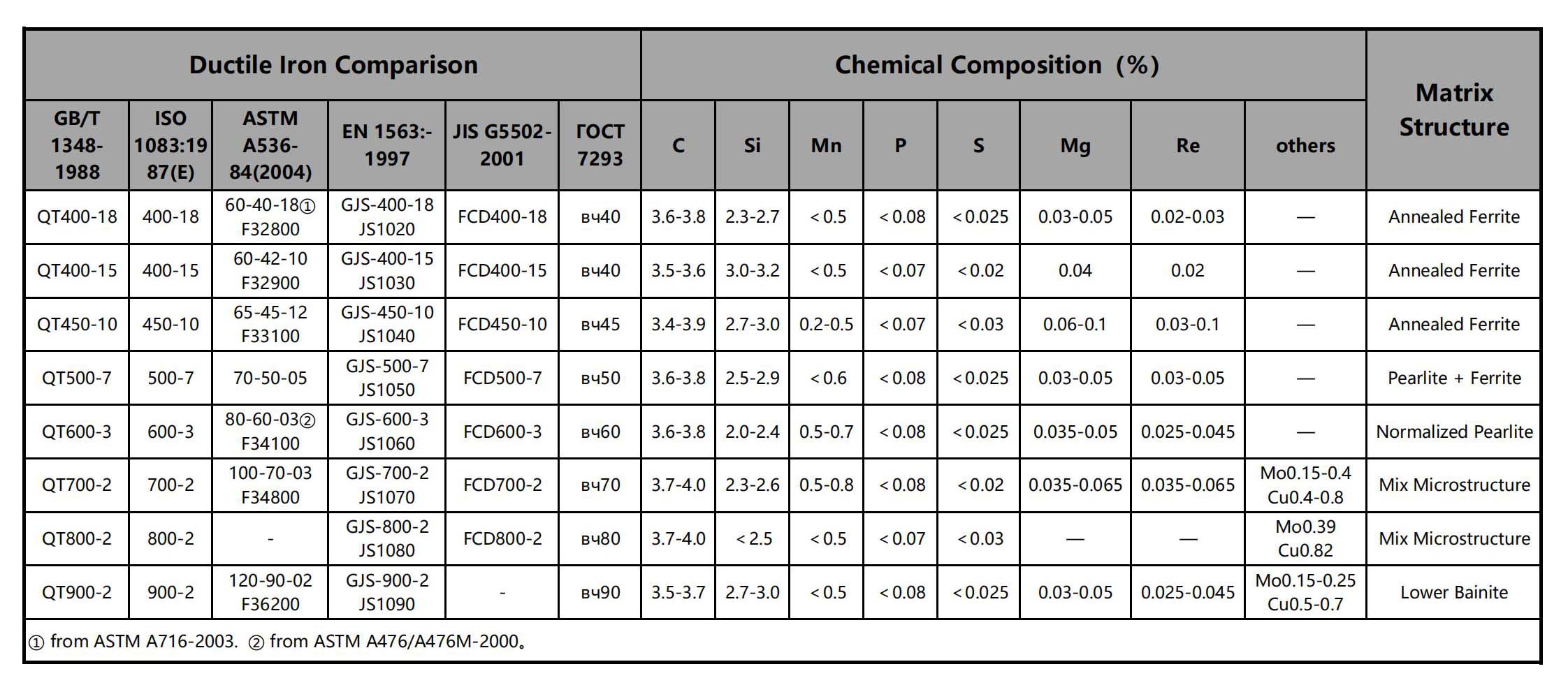
Ang ductile cast iron, na tinatawag ding nodular cast iron, spheriodal graphite cast iron o SG iron lang para sa maikling salita, ay kumakatawan sa isang grupo ng cast iron. Ang nodular cast iron ay nakakakuha ng nodular graphite sa pamamagitan ng spheroidization at inoculation treatment, na epektibong nagpapabuti sa mga mekanikal na katangian ng cast iron, lalo na ang plasticity at toughness, upang makakuha ng mas mataas na lakas kaysa sa carbon steel.
Ang ductile iron castings ay may mas mahusay na shock absorption performance kaysa carbon steel, habang ang carbon steel castings ay may mas mahusay na weldability. At sa ilang mga lawak, ang ductile iorn castings ay maaaring magkaroon ng ilang mga pagganap ng lumalaban sa pagkasira at kalawang. Kaya ang ductile iron casting ay maaaring gamitin para sa ilang pump housing o water supply system. Gayunpaman, kailangan pa rin nating gumawa ng mga pag-iingat para maprotektahan ang mga ito mula sa pagsusuot at kalawang.
Ang ductile iron ay hindi isang materyal ngunit bahagi ng isang pangkat ng mga materyales na maaaring gawin upang magkaroon ng malawak na hanay ng mga katangian sa pamamagitan ng kontrol ng microstructure. Ang karaniwang pagtukoy sa katangian ng pangkat na ito ng mga materyales ay ang hugis ng grapayt. Sa ductile irons, ang grapayt ay nasa anyo ng mga nodule kaysa sa mga natuklap dahil ito ay nasa kulay abong bakal. Ang matalim na hugis ng mga natuklap ng graphite ay lumilikha ng mga punto ng konsentrasyon ng stress sa loob ng metal matrix at ang pabilog na hugis ng mga nodule ay mas mababa, kaya pinipigilan ang paglikha ng mga bitak at nagbibigay ng pinahusay na ductility na nagbibigay ng pangalan sa haluang metal. Sa pangkalahatan, kung matutugunan ng ductile iron ang iyong mga kinakailangan, maaaring ang ductile iron ang unang pagpipilian mo, sa halip na carbon steel para sa iyong mga casting.

| Resin Coated Sand Casting Metal at Alloys | |
| Metal at Alloys | Popular na Grado |
| Gray Cast Iron | GG10~GG40; GJL-100 ~ GJL-350; |
| Malagkit (Nodular) Cast Iron | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Austempered Ductile Iron (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Carbon Steel | C20, C25, C30, C45 |
| Alloy na Bakal | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Hindi kinakalawang na asero | Ferritic Stainless Steel, Martensitic Stainless Steel, Austenitic Stainless Steel, Precipitation Hardening Stainless Steel, Duplex Stainless Steel |
| Aluminum Alloys | ASTM A356, ASTM A413, ASTM A360 |
| Brass / Copper-based na Alloys | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Pamantayan: ASTM, SAE, AISI, GOST, DIN, EN, ISO, at GB | |
Ang Mga Bentahe ng Furan Resin Coated Sand Self-hardening Molding Casting:
1) Pagbutihin ang dimensional na katumpakan ng mga casting at ang pagkamagaspang sa ibabaw.
2) Ang pagpapatigas ng amag (core) na buhangin ay hindi nangangailangan ng pagpapatuyo, na maaaring makatipid ng enerhiya, at maaari ding gumamit ng murang kahoy o plastik na mga kahon at mga template.
3) Ang self-hardnening molding sand ay madaling i-compact at gumuho, madaling linisin ang mga casting, at ang lumang buhangin ay maaaring i-recycle at muling gamitin, na lubos na nakakabawas sa labor intensity ng paggawa ng core, pagmomodelo, pagbagsak ng buhangin, paglilinis at iba pang mga link, at madaling mapagtanto ang mekanisasyon o automation.
4) Ang mass fraction ng dagta sa buhangin ay 0.8%~2.0% lamang, at mababa ang komprehensibong halaga ng mga hilaw na materyales.
Dahil ang paraan ng pagpapatigas sa sarili ay may marami sa mga nabanggit na natatanging pakinabang, ang paraan ng pagpapatigas sa sarili ay hindi lamang ginagamit para sa paggawa ng core, ngunit ginagamit din para sa paghuhulma ng paghahagis. Ito ay lalong angkop para sa solong piraso at maliit na batch na produksyon, at maaaring makagawa ng cast iron, cast steel at non-ferrous alloy castings. Ang ilang mga pandayan ng Tsino ay ganap na pinalitan ang clay dry sand molds, cement sand molds, at bahagyang pinalitan ang water glass sand molds.

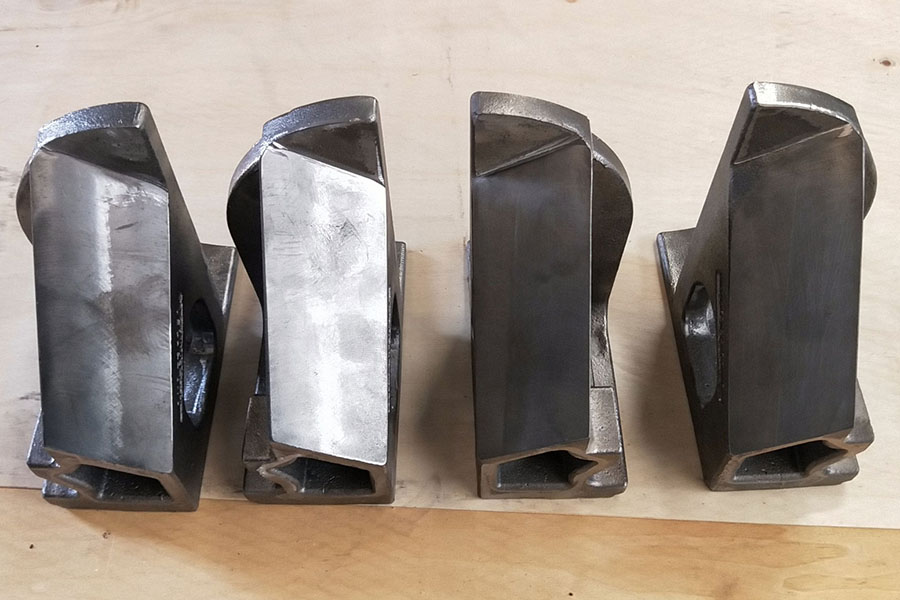

Mga Bahagi ng Ductile Cast Iron







{kind=link}