

China OEM custom stainless steel casting na mga produkto sa pamamagitan ng sand mold casting process at CNC machining.
Gumagamit ang paghahagis ng buhangin ng berdeng buhangin (moist sand) o tuyong buhangin upang mabuo ang mga sistema ng paghubog. Angpaghahagis ng berdeng buhanginay ang pinakalumang proseso ng paghahagis na ginamit sa kasaysayan. Kapag gumagawa ng amag, ang mga pattern na gawa sa kahoy o metal ay dapat gawin upang mabuo ang guwang na lukab. Ang tinunaw na metal pagkatapos ay ibuhos sa cavity upang mabuo ang mga casting pagkatapos ng paglamig at solidification. Ang paghahagis ng buhangin ay mas mura kaysa sa iba pang mga proseso ng paghahagis para sa pagbuo ng amag at bahagi ng paghahagis ng yunit. Ang sand casting, palaging nangangahulugan ng green sand casting (kung walang espesyal na paglalarawan). Gayunpaman, sa panahong ito, ang iba pang mga proseso ng paghahagis ay ginagamit din ang buhangin upang gawin ang amag. Mayroon silang sariling mga pangalan, tulad ngpaghahagis ng amag ng shell, furan resin coated sand casting (walang uri ng bake),nawalang foam castingat vacuum casting.
Mayroon kaming iba't ibang uri ng pag-cast para sa iyong pinili. Bahagi ng opsyonal na proseso para sa iyong proyekto ang pagpili sa proseso ng pag-cast na pinakamahusay na makakatugon sa iyong mga pangangailangan. Ang pinakasikat na anyo ay ang sand casting na kinabibilangan ng paggawa ng replica ng isang natapos na piraso (o pattern) na sinisiksik ng buhangin at binder additives upang hubugin ang huling paghahagis. Ang pattern ay tinanggal pagkatapos na mabuo ang amag o impresyon, at ang metal ay ipinakilala sa pamamagitan ng isang runner system upang punan ang lukab. Ang buhangin at ang metal ay pinaghihiwalay at ang paghahagis ay nililinis at tinapos para ipadala sa customer.
Sand Casting VS Investment Casting:
Ang dalawang proseso ng paghahagis na ito ay naiiba sa mga materyales sa paghubog na ginagamit para sa paggawa ng mga pattern. Ginagamit ng investment casting ang wax para makagawa ng wax replicas (kaya naman tinatawag din itong lost wax casting) na may parehong sukat at sukat sa mga gustong casting. Pagkatapos ang mga replika ng waks ay babalutan ng buhangin at mga materyales sa panali (karaniwan ay silica sol o baso ng tubig) upang makabuo ng isang malakas na shell para sa pagbuhos ng tinunaw na metal. Samantala, ang paghahagis ng buhangin ay karaniwang ginagamit ang berdeng buhangin o tuyong buhangin upang makagawa ng isang guwang na lukab, na may parehong laki at sukat sa nais na mga bahagi ng paghahagis. Para sa parehong mga proseso ng sand casting at investment casting, ang buhangin at wax ay maaaring muling gamitin. Ang investment castings ay karaniwang may mas mahusay na surface, geometrical at dimensional accuracy kaysa sand castings.
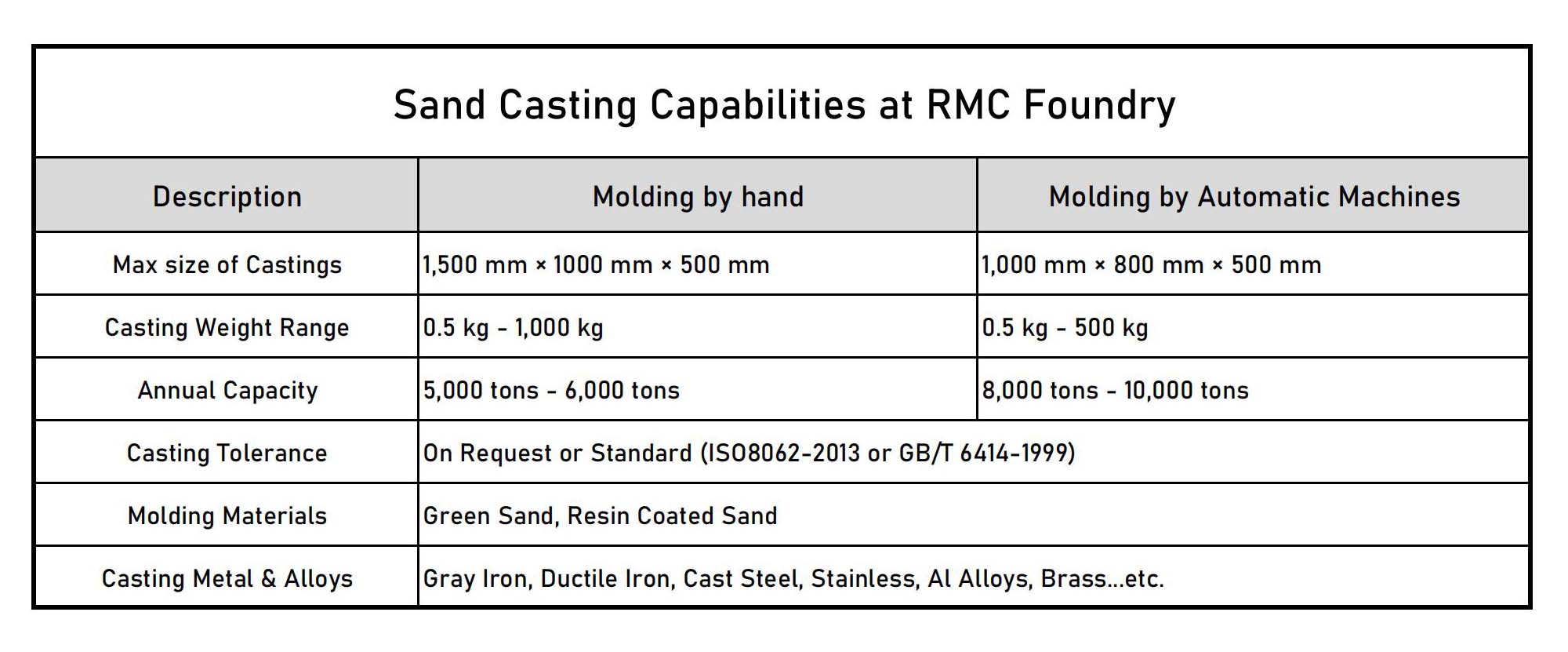
Ang mga pagpapaubaya sa paghahagis ay nahahati sa Dimensional Casting Tolerances (DCT) at Geometrical Casting Tolerances (GCT). Nais makipag-usap sa iyo ng aming pandayan kung mayroon kang espesyal na kahilingan sa mga kinakailangang pagpapaubaya. Narito sa mga sumusunod ang pangkalahatang tolerance na grado na maaari nating maabot sa pamamagitan ng ating green sand casting, shell mold casting at no-bake furan resin sand casting:
✔ DCT Grade sa pamamagitan ng Green Sand Casting: CTG10 ~ CTG13
✔ DCT Grade sa pamamagitan ng Shell Mould Casting o Furan Resin Sand Casting: CTG8 ~ CTG12
✔ GCT Grade sa pamamagitan ng Green Sand Casting: CTG6 ~ CTG8
✔ GCT Grade sa pamamagitan ng Shell Mould Casting o Furan Resin Sand Casting: CTG4 ~ CTG7
Mga Bentahe ng Proseso ng Paghahagis ng Buhangin
1- Mababang Gastos dahil sa mura at recyclable na mga materyales sa amag at simpleng kagamitan sa produksyon.
2- Malawak na hanay ng unit weight mula 0.10 kg hanggang 500 kgs o mas malaki pa.
3- Iba't ibang Istraktura mula sa simpleng uri hanggang sa kumplikadong uri.
4- Angkop para sa mga kinakailangan sa produksyon ng iba't ibang dami.
| Mga Materyales para sa Proseso ng Paghahagis ng Buhangin sa RMC Foundry | |||
| Kategorya | Baitang ng Tsina | US Grade | Baitang ng Alemanya |
| Ferritic hindi kinakalawang na asero | 1Cr17, 022Cr12, 10Cr17, | 430, 431, 446, CA-15, CA6N, CA6NM | 1.4000, 1.4005, 1.4008, 1.4016, GX22CrNi17, GX4CrNi13-4 |
| Martensitic hindi kinakalawang na asero | 1Cr13, 2Cr13, 3Cr13, 4Cr13, | 410, 420, 430, 440B, 440C | 1.4021, 1.4027, 1.4028, 1.4057, 1.4059, 1.4104, 1.4112, 1.4116, 1.4120, 1.4122, 1.4125 |
| Austenitic hindi kinakalawang na asero | 06Cr19Ni10, 022Cr19Ni10, 06Cr25Ni20, 022Cr17Ni12Mo2, 03Cr18Ni16Mo5 | 302, 303, 304, 304L, 316, 316L, 329, CF3, CF3M, CF8, CF8M, CN7M, CN3MN | 1.3960, 1.4301, 1.4305, 1.4306, 1.4308, 1.4313, 1.4321, 1.4401, 1.4403, 1.4404, 1.4405, 1.4404, 4.4406 1.4435, 1.4436, 1.4539, 1.4550, 1.4552, 1.4581, 1.4582, 1.4584, |
| Precipitation Hardening Stainless Steel | 05Cr15Ni5Cu4Nb, 05Cr17Ni4Cu4Nb | 630, 634, 17-4PH, 15-5PH, CB7Cu-1 | 1.4542 |
| Duplex na hindi kinakalawang na asero | 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N | A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, A 995 4A, A 995 5A, 2205, 2507 | 1.4460, 1.4462, 1.4468, 1.4469, 1.4517, 1.4770 |

Pandayan ng Sand Mould Casting






{kind=link}