



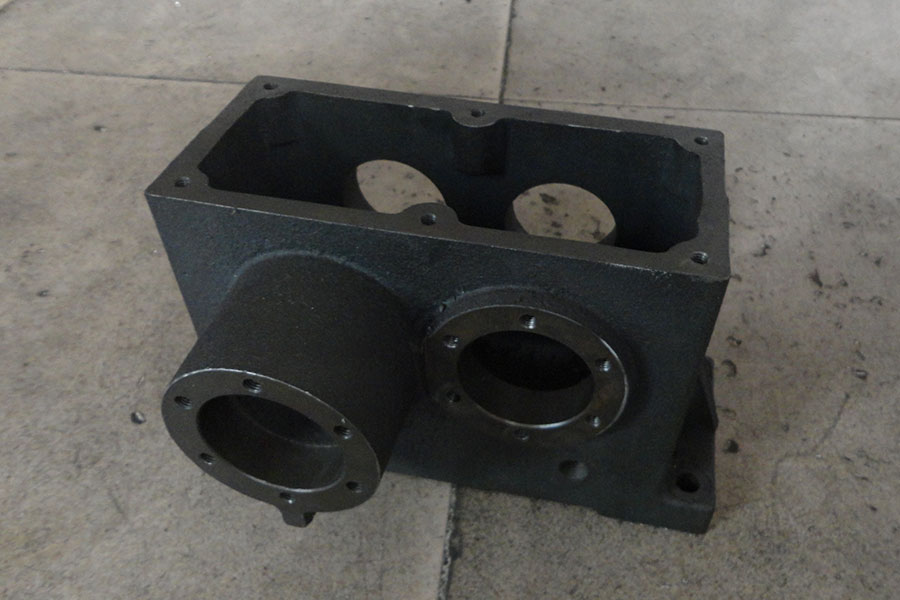
Mga produktong gray cast iron niproseso ng paghahagis ng amag ng buhanginat CNC machining.
Ang gray cast iron ay ipinangalan sa kulay abong kulay ng bali na nabuo nito. Ang gray na cast iron ay ginagamit para sa mga housing kung saan ang higpit ng component ay mas mahalaga kaysa sa tensile strength nito, tulad ng internal combustion engine cylinder blocks, pump housings, valve body, electrical box, counter weights at decorative castings. Ang mataas na thermal conductivity ng gray na cast iron at tiyak na kapasidad ng ulo ay madalas na ginagamit upang gumawa ng cast iron cookware at disc brake rotors.
Ang isang tipikal na komposisyon ng kemikal upang makakuha ng isang graphitic microstructure ay 2.5 hanggang 4.0% carbon at 1 hanggang 3% na silicon ayon sa timbang. Maaaring sakupin ng graphite ang 6 hanggang 10% ng dami ng kulay abong bakal. Mahalaga ang silikon sa paggawa ng gray na bakal kumpara sa puting cast iron, dahil ang silicon ay isang graphite stabilizing element sa cast iron, na nangangahulugang tinutulungan nito ang haluang metal na makagawa ng graphite sa halip na mga iron carbide; sa 3% silikon halos walang carbon na hawak sa kemikal na kumbinasyon sa bakal.
Ang grapayt ay nagkakaroon ng hugis ng isang three-dimensional flake. Sa dalawang dimensyon, dahil ang isang makintab na ibabaw ay lilitaw sa ilalim ng isang mikroskopyo, ang mga graphite flakes ay lilitaw bilang mga pinong linya. Ang mga dulo ng mga natuklap ay nagsisilbing preexisting notches; samakatuwid, ito ay malutong. Ang pagkakaroon ng mga graphite flakes ay ginagawang madaling machinable ang Gray Iron dahil malamang na madaling pumutok ang mga ito sa mga graphite flakes. Ang gray na bakal ay mayroon ding napakahusay na kapasidad sa pamamasa at samakatuwid ito ay kadalasang ginagamit bilang batayan para sa mga mounting ng machine tool.
Gray Cast Iron Mechanical Properties | |||||||
| Item ayon sa DIN EN 1561 | Sukatin | Yunit | EN-GJL-150 | EN-GJL-200 | EN-GJL-250 | EN-GJL-300 | EN-GJL-350 |
| EN-JL 1020 | EN-JL 1030 | EN-JL 1040 | EN-JL 1050 | EN-JL 1060 | |||
| Lakas ng makunat | Rm | MPA | 150-250 | 200-300 | 250-350 | 300-400 | 350-450 |
| 0.1% Lakas ng Yield | Rp0,1 | MPA | 98-165 | 130-195 | 165-228 | 195-260 | 228-285 |
| Lakas ng pagpahaba | A | % | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 |
| Lakas ng Compressive | σdB | MPa | 600 | 720 | 840 | 960 | 1080 |
| 0,1% Lakas ng Compressive | σd0,1 | MPa | 195 | 260 | 325 | 390 | 455 |
| Flexural na Lakas | σbB | MPa | 250 | 290 | 340 | 390 | 490 |
| Schuifspanning | σaB | MPa | 170 | 230 | 290 | 345 | 400 |
| Shear Stress | TtB | MPa | 170 | 230 | 290 | 345 | 400 |
| Mga module ng pagkalastiko | E | GPa | 78 – 103 | 88 – 113 | 103 – 118 | 108 – 137 | 123 – 143 |
| Numero ng Poisson | v | – | 0,26 | 0,26 | 0,26 | 0,26 | 0,26 |
| Katigasan ng Brinell | HB | 160 – 190 | 180 – 220 | 190 – 230 | 200 – 240 | 210 – 250 | |
| Kalusugan | σbW | MPa | 70 | 90 | 120 | 140 | 145 |
| Pagbabago ng tensyon at presyon | σzdW | MPa | 40 | 50 | 60 | 75 | 85 |
| Lakas ng Pagsira | Klc | N/mm3/2 | 320 | 400 | 480 | 560 | 650 |
| Densidad | g/cm3 | 7,10 | 7,15 | 7,20 | 7,25 | 7,30 | |
Gumagamit ang paghahagis ng buhangin ng berdeng buhangin (moist sand) o tuyong buhangin upang mabuo ang mga sistema ng paghubog. Ang green sand casting ay ang lumang proseso ng casting na ginamit sa kasaysayan. Kapag gumagawa ng amag, ang mga pattern na gawa sa kahoy o metal ay dapat gawin upang mabuo ang guwang na lukab. Ang tinunaw na metal pagkatapos ay ibuhos sa cavity upang mabuo ang mga casting pagkatapos ng paglamig at solidification. Ang paghahagis ng buhangin ay mas mura kaysa sa iba pang mga proseso ng paghahagis para sa pagbuo ng amag at bahagi ng paghahagis ng yunit. Ang sand casting, palaging nangangahulugan ng green sand casting (kung walang espesyal na paglalarawan). Gayunpaman, sa panahong ito, ang iba pang mga proseso ng paghahagis ay ginagamit din ang buhangin upang gawin ang amag. Mayroon silang sariling mga pangalan, tulad ngpaghahagis ng amag ng shell, furan resin coated sand casting (walang uri ng bake),nawalang foam castingat vacuum casting.
Mga Kakayahang Paghahagis ng Buhangin sa RMC Foundry | ||
| Paglalarawan | Paghuhulma sa pamamagitan ng Manwal | Paghuhulma sa pamamagitan ng Mga Awtomatikong Makina |
| Max na laki ng mga Casting | 1,500 mm × 1000 mm × 500 mm | 1,000 mm × 800 mm × 500 mm |
| Saklaw ng Timbang ng Casting | 0.5 kg - 1,000 kg | 0.5 kg - 500 kg |
| Taunang Kapasidad | 5,000 tonelada - 6,000 tonelada | 8,000 tonelada - 10,000 tonelada |
| Pagpaparaya sa Paghahagis | Sa Kahilingan o Pamantayan (ISO8062-2013 o GB/T 6414-1999) | |
| Mga Materyales sa Paghubog | Berdeng Buhangin, Buhangin na Pinahiran ng Resin | |
| Casting Metal at Alloys | Gray Iron, Ductile Iron, Cast Steel, Stainless Steel, Alloys, Brass, Bronze...atbp. | |
Ang mga Bentahe ng Sand Casting:
- ✔ Mas mababang Gastos dahil sa mura at recyclable na mold materials at simpleng kagamitan sa produksyon.
- ✔ Malawak na hanay ng unit weight mula 0.10 kg hanggang 500 kgs o mas malaki pa.
- ✔ Iba't ibang Istraktura mula sa simpleng uri hanggang sa kumplikadong uri.
- ✔ Angkop para sa mga pangangailangan sa produksyon ng iba't ibang dami.
Pagpaparaya na Naaabot ng Mga Paghahagis ng Buhangin:
Ang mga pagpapaubaya sa paghahagis ay nahahati sa Dimensional Casting Tolerances (DCT) at Geometrical Casting Tolerances (GCT). Nais makipag-usap sa iyo ng aming pandayan kung mayroon kang espesyal na kahilingan sa mga kinakailangang pagpapaubaya. Narito sa mga sumusunod ang pangkalahatang tolerance na grado na maaari nating maabot sa pamamagitan ng ating green sand casting, shell mold casting at no-bake furan resin sand casting:
- ✔ DCT Grade sa pamamagitan ng Green Sand Casting: CTG10 ~ CTG13
- ✔ DCT Grade sa pamamagitan ng Shell Mould Casting o Furan Resin Sand Casting: CTG8 ~ CTG12
- ✔ GCT Grade sa pamamagitan ng Green Sand Casting: CTG6 ~ CTG8
- ✔ GCT Grade sa pamamagitan ng Shell Mould Casting o Furan Resin Sand Casting: CTG4 ~ CTG7
Metal at Alloys Grade para sa Mga Proseso ng Sand Casting | |
| Metal at Alloys | Popular na Grado |
| Gray Cast Iron | GG10~GG40; GJL-100 ~ GJL-350; |
| Malagkit (Nodualar) Cast Iron | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Austempered Ductile Iron (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Carbon Steel | C20, C25, C30, C45 |
| Alloy na Bakal | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Hindi kinakalawang na asero | Ferritic Stainless Steel, Martensitic Stainless Steel, Austenitic Stainless Steel, Precipitation Hardening Stainless Steel, Duplex Stainless Steel |
| Aluminum Alloys | ASTM A356, ASTM A413, ASTM A360 |
| Brass / Copper-based na Alloys | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Pamantayan: ASTM, SAE, AISI, GOST, DIN, EN, ISO, at GB | |

-
Gray Cast Iron Sand Casting Product
-
Gray Cast Iron Shell Casting Product
-
OEM Gray Cast Iron Casting
-
Alloy Steel Resin Coated Sand Casting Crankshaft
-
Alloy Steel Sand Castings
-
Mga Bahagi ng Alloy Steel Truck sa pamamagitan ng Sand Casting at CNC...
-
Carbon Steel Sand Casting Company
-
Cast Steel Sand Casting
-
Aluminum Alloy Sand Casting








