Ang 2205 duplex stainless steel ay isang duplex na hindi kinakalawang na asero na binubuo ng 21% chromium, 2.5% molybdenum at 4.5% nickel-nitrogen alloy. Ang mga istruktura ng ferrite at austenite bawat account ay humigit-kumulang 50%. Ito ay may mataas na lakas, magandang epekto kayamutan at mahusay na pangkalahatang at lokal na stress corrosion resistance. Ang lakas ng yield ng 2205 duplex stainless steel ay dalawang beses kaysa sa austenitic stainless steel. Nagbibigay-daan ang feature na ito sa mga designer na bawasan ang timbang kapag nagdidisenyo ng mga produkto, na ginagawang mas cost-effective ang haluang ito kaysa sa 316 at 317L. Ang haluang ito ay partikular na angkop para sa hanay ng temperatura na -50°F/+600°F. Para sa mga aplikasyon na lampas sa saklaw ng temperatura na ito, maaari ding isaalang-alang ang haluang ito, ngunit may ilang mga limitasyon, lalo na kapag inilapat sa mga welded na istruktura.

Kung ikukumpara sa 316L at 317L austenitic stainless steel, ang 2205 duplex na hindi kinakalawang na asero ay may mahusay na pagganap sa paglaban sa pitting corrosion at crevice corrosion. Ito ay may mataas na paglaban sa kaagnasan. Kung ikukumpara sa austenitic, mas mababa ang koepisyent ng thermal expansion at mas mataas ang thermal conductivity. Kung ikukumpara sa austenitic stainless steel, ang duplex stainless steel 2205 alloy ay may dobleng lakas ng compressive nito. Kung ikukumpara sa 316L at 317L, maaaring bawasan ng taga-disenyo ang timbang nito. Ang Alloy 2205 ay partikular na angkop para sa hanay ng temperatura na -50°F/+600°F. Sa ilalim ng mahigpit na mga paghihigpit (lalo na para sa mga welded na istruktura), maaari rin itong gamitin sa mas mababang temperatura.

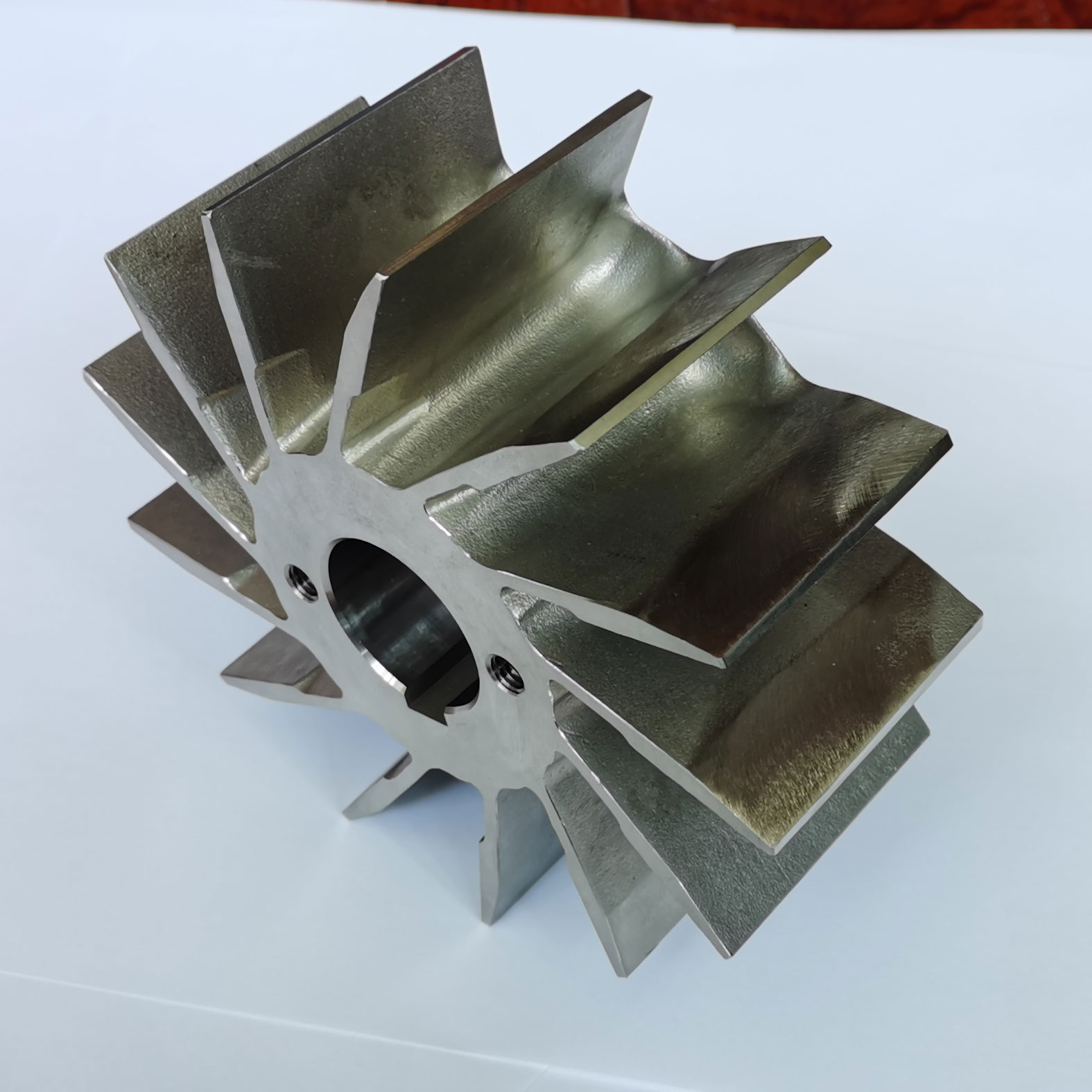
Duplex hindi kinakalawang na asero paghahagisnangangahulugang ang mga casting na gawa sa duplex na hindi kinakalawang na asero. Duplex Stainless Steel (DSS) ay tumutukoy sa hindi kinakalawang na asero na may ferrite at austenite bawat accounting para sa tungkol sa 50%. Sa pangkalahatan, ang nilalaman ng mas kaunting mga yugto ay kailangang hindi bababa sa 30%. Sa kaso ng mababang nilalaman ng C, ang nilalaman ng Cr ay 18% hanggang 28%, at ang nilalaman ng Ni ay 3% hanggang 10%. Ang ilang mga duplex na hindi kinakalawang na asero ay naglalaman din ng mga elemento ng alloying gaya ng Mo, Cu, Nb, Ti, at N.
Ang DSS ay may mga katangian ng austenitic at ferritic hindi kinakalawang na asero. Kung ikukumpara sa ferrite, ito ay may mas mataas na plasticity at ductility, walang room temperature brittleness, at makabuluhang napabuti ang intergranular corrosion resistance at welding performance, habang pinapanatili pa rin ang brittleness, mataas na thermal conductivity, at superplasticity bilang ferrite stainless steel. Kung ikukumpara sa austenitic stainless steel, ang DSS ay may mataas na lakas at makabuluhang pinabuting resistensya sa intergranular corrosion at chloride stress corrosion. Ang duplex stainless steel ay may mahusay na pitting corrosion resistance at isa ring nickel-saving stainless steel.
Sa paggawa ng paghahagis, karamihan sa mga hindi kinakalawang na asero na paghahagis ay nakumpleto ngpaghahagis ng pamumuhunan. Ang ibabaw ng stainless steel castings na ginawa ng investment casting ay mas makinis at ang dimensional accuracy ay mas madaling kontrolin. Siyempre, ang halaga ngmga bahagi ng hindi kinakalawang na asero na paghahagis ng pamumuhunanay medyo mataas kumpara sa iba pang mga proseso at materyales.
▶ Mga kakayahan ngPandayan sa Paghahagis ng Pamumuhunan
• Pinakamataas na Sukat: 1,000 mm × 800 mm × 500 mm
• Saklaw ng Timbang: 0.5 kg - 100 kg
• Taunang Kapasidad: 2,000 tonelada
• Mga Bond Materials para sa Shell Building: Silica Sol, Water Glass at ang kanilang mga mixture.
• Mga Pagpapahintulot: Sa Kahilingan.
▶ Pangunahing Pamamaraan sa Produksyon ng Paghahagis ng Pamumuhunan
• Gumawa ng wax pattern o replica
• I-sprue ang pattern ng wax
• Invest ang wax pattern
• Tanggalin ang pattern ng wax sa pamamagitan ng pagsunog nito (sa loob ng furnace o sa mainit na tubig) upang lumikha ng amag.
• Sapilitang ibuhos ang tinunaw na metal sa molde
• Paglamig at Solidification
• Alisin ang sprue mula sa mga casting
• Tapusin at pakinisin ang natapos na investment castings